caderno técnico 0417
caderno técnico
417
TOMOGRAFIA NA PELOTIZAÇÃO
DE MINÉRIO DE FERRO
Evolução da estrutura interna de pelotas em diferentes
estágios de produção registrada por meio de
tomografia computadorizada de raios X
ABSTRACT X-Ray Computed Tomography technique was employed
to characterize the inner structures from iron ore pellets during
their production process. The present paper analyzes the selection
of suitable machine parameters and the handling of the resultant
3D point clouds data. Changes in pellets inner structure along the
production stages are also presented and briefly discussed.
Diogo Cesar Borges Silva
[email protected]
Dafne Pereira da Silva
[email protected]
Sandra Lucia de Moraes
[email protected]
João Batista Ferreira Neto
[email protected]
Luciana Wasnievski da
Silva de Luca Ramos
[email protected]
Instituto de Pesquisas
Tecnológicas do Estado de
São Paulo - IPT
A Tomografia Computadorizada por
raios X (TCX) foi utilizada pela primeira vez na década de 1970 para realizar
diagnósticos radiológicos, abrindo novas possibilidades de pesquisa para o
campo da engenharia biomédica. Oferecendo imagens transversais nunca antes
vistas do corpo humano, a TCX se tornou um componente essencial em clínicas e práticas médicas, em um grande
número de diagnósticos e tratamentos.
Avanços da tecnologia a tornaram adequada para outras aplicações, fora do campo da medicina. Quando empregada como
ferramenta de inspeção, descontinuidades,
rachaduras e vazios podem ser detectados,
sem destruir a estrutura da amostra.
Recentemente, a TCX tem sido empregada como técnica de metrologia industrial para o exame de geometrias internas e externas de peças de uma forma
não destrutiva[1]. Muitos trabalhos foram publicados recentemente reportando os princípios relevantes da TCX para
a Metrologia Dimensional, relacionados
ao cálculo de incerteza, à rastreabilidade[2-3] e a potenciais aplicações[4].
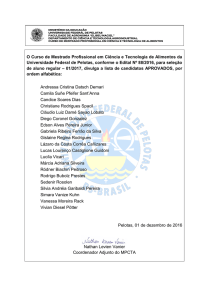
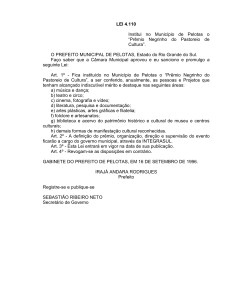
Em geral, em um equipamento de TCX,
a amostra é rotacionada dentro do campo
de radiação de uma fonte de raios X, como
mostrado na figura 1. A distribuição da
radiação remanescente, após atravessar
o objeto em estudo, é determinada por
um detector e digitalmente armazenada
como uma projeção. As projeções obtidas
durante a completa rotação da amostra
alimentam um algoritmo matemático que
constrói um modelo volumétrico virtual
3D, também chamado de nuvem de pontos, que contém informações da estrutura
interna e externa da amostra.
set/out 2014 | VOLUME 70 | Revista ABM – METALURGIA, MATERIAIS & MINERAÇÃO
418 caderno técnico
Figura 1 | Princípio geral de operação de um equipamento
de TCX com detector plano e fonte tipo cone
A TCX é a seguir apresentada como ferramenta para o estudo da estrutura interna de um conjunto de dez pelotas de minério de ferro, produzidas com diferentes
agentes aglomerantes. As pelotas foram
tomografadas em três estágios do processo de produção (verde, seca e queimada),
totalizando trinta tomografias. Informações como porosidade relativa e distribuição de densidade em cada um dos estágios
de produção foram obtidas em função
da seleção de parâmetros de medição da
máquina de TCX e do tratamento dado às
nuvens de ponto 3D resultantes.
Pelotas de minério de ferro estão entre as principais matérias-primas utilizadas em siderurgia. Além de aumentar
a produtividade dos altos fornos e de ser
a principal matéria-prima para redução
direta, as pelotas apresentam propriedades físico-químicas e metalúrgicas em
conformidade com os processos industriais das usinas siderúrgicas integradas
e com as plantas de redução direta.
O processo de pelotização foi introduzido no Brasil por meio de um convênio
da Vale (na época Companhia Vale do
Rio Doce) com o Instituto de Pesquisas Tecnológicas do Estado de São Paulo - IPT, na antiga Secção de Matérias-primas Siderúrgicas, atual Centro de
Tecnologia em Metalurgia e Materiais. É
essencialmente baseado na formação de
pelotas “verdes” pelo rolamento dos finos
do minério ou concentrado, previamente misturados com os aditivos (calcário,
carvão) e o aglomerante. Após secagem
as “pelotas secas” são sinterizadas, sendo
então chamadas de “pelotas queimadas”.
A avaliação das propriedades das pelotas é extremamente importante, visto que
pelotas de minério de ferro de alta qualidade e alto teor aumentam significativamente a produção do alto-forno. Parâmetros que caracterizem as propriedades
das pelotas têm sido objetos de intensivos
Método e análise
da tomografia
estudos desde o princípio da pelotização.
A porosidade, por exemplo, exerce grande influência na qualidade física e metalúrgica da pelota, afetando diretamente a
resistência à compressão e redutibilidade
nos fornos de redução e, consequentemente, na eficiência dos reatores.
Neste contexto, a avaliação de estruturas
internas de forma não-destrutiva, possível
por meio de ferramentas como a TCX, vem
trazer avanços significativos nesta área.
A seleção adequada de parâmetros na
TCX impacta diretamente no tempo necessário de varredura e, especialmente,
na qualidade dos resultados. Tais parâmetros são descritos na tabela 1.
Neste trabalho, para a melhor observação dos poros internos das pelotas e
para que uma melhor qualidade de imagem fosse alcançada, alta resolução foi
Tabela 1 | Descrição dos parâmetros de configuração de uma máquina de TCX
Ampliação / Janela de medição: Define a posição relativa na qual a amostra é posicionada com o objetivo de
alcançar1uma
determinada ampliação.
Quanto maiorde
a ampliação,
menor é de
a janela
demáquina
medição e também
menor é
Tabela
| Descrição
dos parâmetros
configuração
uma
de TCX
Revista ABM – METALURGIA, MATERIAIS & MINERAÇÃO | VOLUME 70
o nível de potência tolerado para que se obtenham imagens de alta qualidade, devido a limitações do ponto focal
da fonte de raios X. Por diminuir a janela de medição, uma tomografia de alta resolução tende a aumentar o tempo
total de varredura, de acordo com o tamanho da amostra.
Corrente aplicada: Define a população de fótons produzida pela fonte de raios X. Maiores níveis de corrente podem
aumentar o número de fótons passando através da amostra e chegando ao detector. Entretanto, demandam também
mais potência, o que pode afetar a qualidade das imagens, devido a limitações do ponto focal da fonte de raios X.
Tensão aplicada: Define a energia dos fótons produzidos pela fonte de raios X. Maiores níveis de tensão são
necessários para varrer amostras de alta densidade e podem também aumentar o número de fótons passando
através da amostra. Entretanto, podem levar a um maior consumo de potência, o que pode afetar a qualidade das
imagens, devido a limitações do ponto focal da fonte de raios X.
Tempo de exposição: Define o tempo em que o painel detector captura fótons para compor uma projeção.
Maiores tempos de exposição podem diminuir a demanda de potência, mas aumentam o tempo total de varredura.
Passo angular: Define o número de posições em que a máquina irá capturar uma projeção, durante a rotação da
amostra. Um maior número de passos melhora a qualidade dos resultados, mas aumenta o tempo total de varredura.
Média de imagens: Define o número de imagens que o algoritmo matemático deve considerar em cada posição
para compor uma projeção. Um maior número de imagens pode melhorar a qualidade dos resultados, entretanto
aumentará também o tempo total de varredura.
Filtros: Sendo os raios X produzidos pela máquina definidos como uma onda eletromagnética polienergética, o
posicionamento de uma placa de metal, ou outro material, à frente da fonte de raios X pode filtrar fótons de baixa
energia, antes que estes atinjam a amostra. O uso de filtros pode controlar a população de fótons de baixa energia, que podem causar distorção nas imagens, permitindo o uso de mais potência, sem saturar o painel detector.
|
set/out 2014
caderno técnico 419
Tabela 2 |Setup de parâmetros comum,
determinado para otimizar o tempo
total das 30 tomografias realizadas
Janela de medição
16 mm
Corrente aplicada
84 µA
Tensão aplicada
190 kV
Tempo de exposição
Passo angular
Média de imagens
Filtro
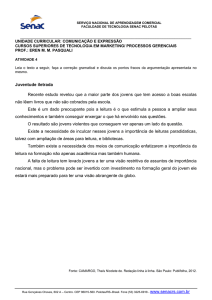
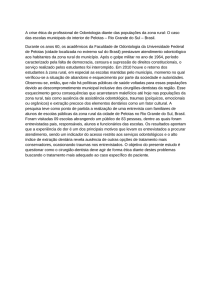
Figura 2 | Curva de densidade, com cores atribuídas e uma função de
transferência de opacidade definida para ocultar a presença do ar
2s
0,225o
2 imagens
1 mm de estanho
necessária, limitando o uso de potência.
Adicionalmente, sendo as diferenças de
densidade interna de cada pelota também objeto de interesse, o conjunto de
parâmetros deveria garantir que a diferença entre o pixel mais escuro e o mais
claro, em cada projeção, fosse a maior
possível, oferecendo um intervalo maior
de informações relacionadas à variação
de densidade das pelotas. Desse modo,
a configuração a ser definida deveria
atender simultaneamente aos requisitos
de qualidade de imagem, de alta resolução e contraste de pixel.
Determinação de
um setup comum
Usualmente, uma TCX requer um
conjunto de parâmetros a ser determinado para cada amostra, pois estes dependem das características físicas da
amostra e do resultado desejado.
Testes preliminares com diferentes
pelotas mostraram que, independentemente do aglomerante usado ou do estágio de produção avaliado, seria possível a determinação de um conjunto
de parâmetros único para todas as pelotas. Desta forma, determinou-se um
setup comum para as trinta tomografias realizadas, apresentado na tabela
2, minimizando o tempo total de análise. Considerando a máquina de TCX
empregada nesse estudo e o conjunto
de parâmetros descrito, o tamanho do
voxel - definido como o tamanho do
menor elemento distinguível de uma
tomografia, quando representada na
forma de imagem - tem seu valor contido no intervalo de 5 µm a 10 µm.
Configurações de visualização da
nuvem de pontos resultante
Programas de computador especializados permitem a observação de uma
curva de densidade, definida pelos valores de densidade contra o tamanho da
população daquela densidade em particular, a partir de uma nuvem de pontos.
Desta curva, é possível atribuir a
cada grupo de densidade uma cor de
visualização e uma função de transferência de opacidade. Assim, se uma
configuração adequada é aplicada, o
objeto pode ser observado com suas
densidades ocultadas ou enfatizadas,
conforme a necessidade de análise,
oferecendo uma compreensão única
da amostra.
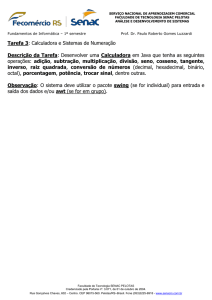
A figura 2 oferece um exemplo de curva de densidade de uma TCX, de uma
pelota de minério de ferro, onde o programa de computador VGStudio MAX
2.1 foi utilizado. A opacidade referente à
região que se sabe ser o ar tende a zero e
as cores são selecionadas de modo a exibirem a distribuição de densidade dentro
da pelota. A figura 3 mostra uma imagem obtida a partir dessa configuração.
Figura 3 | Captura da tela do programa de computador, mostrando a
renderização resultante a partir da curva, cores e função
de transferência de opacidade, descritas na figura 2
set/out 2014 | VOLUME 70 | Revista ABM – METALURGIA, MATERIAIS & MINERAÇÃO
420 caderno técnico
Tabela 3 | Valores médios de porosidade
relativa das pelotas em cada
um dos estágios de produção
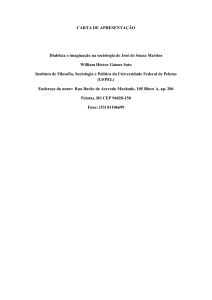
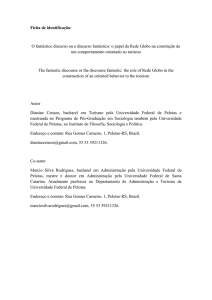
Figura 4 | Observando as imagens I, II e III, é possível perceber diferenças na
densidade e na distribuição da porosidade, seguindo o comportamento
de trincas e poros ao longo do processo de produção da pelota “13 A”
Porosidade (%)
Pelota
Verde
Seca
Queimada
01 A
17,06
11,49
21,06
02 A
6,79
7,17
18,85
03 A
8,37
7,20
13,47
04 A
8,10
9,41
20,37
05 A
8,05
9,83
27,47
06 A
10,45
13,03
14,57
07 A
7,74
8,79
17,20
08 A
8,41
9,41
19,83
12 A
8,99
10,79
28,65
13 A
8,38
9,84
34,65
ANÁLISE DE RESULTADOS
Estrutura interna das pelotas ao
longo do processo de produção
A figura 4 apresenta imagens da pelota
“13 A” em seus três estágios de produção.
Cada cor representa uma faixa de densidade, tornando possível observar sua variação ao longo dos estágios. É também
possível notar mudanças da porosidade
da estrutura, observando as regiões em
preto dentro da pelota, em cada imagem.
Porosidade relativa
Por meio do uso do programa de computador VGStudio MAX 2.1, em cada uma
das nuvens de pontos resultantes das tomografias, a região da curva de densidade
referente à pelota foi isolada. O algoritmo
de cálculo de porosidade foi então aplicado a essa região isolada, sendo a linha de
“background” posicionada na área da curva representando a menor densidade e a
linha “material” para a área representando
a maior densidade. A linha “iso-surface” foi
posicionada no ponto médio do intervalo.
Para cada nuvem de ponto, a porosidade foi
calculada três vezes, sendo o maior desvio
padrão encontrado inferior a 2 %.
A tabela 3 e a figura 5 apresentam os
valores médios de porosidade relativa, em
cada um dos estágios de produção. Esses
valores devem ser tratados de forma qualitativa, pois a comparação desses resultados com os de porosímetros tradicionalmente utilizados para essa análise ainda
não foi concluída. É esperada uma diferença de resultados, devido a limitações de
resolução da máquina de TCX empregada
nesse estudo, onde poros menores que
5 µm não podem ser propriamente detectados, e poros que possuem comunicação
com a superfície externa da pelota podem
não ser considerados no cálculo.
Densidade das estruturas internas
A tabela 4 apresenta imagens de cortes transversais das nuvens de pontos 3D,
correspondentes a cada pelota analisada
nos estágios verde, seca e queimada, onde
é possível observar variações de densidade, distribuição e tamanho de poros.
A variação de cores observada nas imagens da tabela 4 é relacionada à densidade particular de cada uma das regiões.
As cores indicam a densidade em ordem
ascendente, partindo do azul (menores
Figura 5 | Valores médios de porosidade relativa das pelotas
em cada um dos estágios de produção
Revista ABM – METALURGIA, MATERIAIS & MINERAÇÃO | VOLUME 70
|
set/out 2014
caderno técnico 421
densidades), para o verde, depois o amarelo, e então para o vermelho (maiores
densidades), como indicado na figura 4.
Pode-se notar que, em geral, as pelotas apresentam um aumento do número
de regiões de maior densidade, identificadas pela cor vermelha, ao atingirem o
estado de pelota queimada. Além disso,
é possível verificar uma distribuição
não uniforme dessas regiões de maior
densidade entre as pelotas analisadas,
como pode ser notado, por exemplo, ao
se comparar as distribuições das pelotas
“02 A” e “13 A”.
É importante notar que as imagens
observadas na tabela 4 não descrevem
Tabela 4 | Imagens das trinta TCX realizadas, organizadas
por pelota e estágio de produção
de forma integral as variações de porosidade e densidade das pelotas, por se
tratarem de um conjunto reduzido de
imagens transversais, selecionados para
exemplificar as possibilidades de análise. Para uma avaliação completa, uma
análise das nuvens de pontos 3D em sua
totalidade deve ser realizada, buscando
observar variações de densidade e porosidade em direções transversais não
contempladas pelas imagens da tabela 4.
Considerações finais
A TCX foi empregada para obtenção
de imagens das estruturas internas de um
conjunto de pelotas de minério de ferro,
oferecendo informações qualitativas a
respeito da porosidade e da distribuição
de densidade de cada pelota. Os próximos passos incluem a comparação dos
valores de porosidade com aqueles obtidos por porosímetros tradicionalmente
utilizados para esse tipo de análise, ajuste
de métodos e validação com maior amostragem. No IPT, o estudo do uso de agentes coloidais em pelotização de minério
de ferro com o emprego da TCX como
ferramenta de análise, é inédito. Este trabalho está em andamento e foi financiado pela FAPESP – Fundação de Amparo
à Pesquisa do Estado de São Paulo. n
REFERÊNCIAS
[1] Weckenmann, A., Krämer, P., “Application of
computed tomography in manufacturing metrology”, Technisches Messen, 76 (2009), 7-8.
[2] Kruth, J.P., Bartscher, M., Carmignato, S.,
Schmitt, R. De Chiffre, L., Weckenmann, A.,
“Computed tomography for dimensional metrology”, CIRP Annals - Manufacturing Technology, Volume 60, No. 2, Pages 821-842, 2011.
[3] Schmitt, R., Niggemann, C., “Uncertainty in
measurement for x-ray-computed tomography using calibrated work pieces”, Measurement Science and Technology, Vol. 21, 2010.
[4] Salvo L., Cloetens P., Maire E., Zabler S.,
Blandin J.J., Buffiere J.Y., Ludwig W., Boller
E., Bellet D., Josserond C., “X-ray micro-tomography an attractive characterisation
technique in materials science”, Nuclear Instruments and Methods in Physics Research
Section B: Beam Interactions with Materials
and Atoms 200 (2003) 273–286.
set/out 2014 | VOLUME 70 | Revista ABM – METALURGIA, MATERIAIS & MINERAÇÃO